
Parte 1: Cómo construir una impresora 3D desde cero: Guía completa de materiales y planificación 2026
La fabricación aditiva ha dejado de ser una tecnología exclusiva de la industria para convertirse en una herramienta esencial en el escritorio de cualquier creador. Construir tu propia impresora 3D (DIY) no solo es una forma de ahorrar costes, sino la mejor manera de entender la ingeniería que hay detrás de cada capa. En esta primera entrega, nos enfocaremos en la selección crítica de componentes. La calidad de los materiales determinará si tu máquina será una herramienta de precisión o una fuente constante de frustraciones.
La estructura mecánica: Rigidez y estabilidad
El chasis es el esqueleto de la impresora. Si la estructura no es sólida, las vibraciones se traducirán en defectos visuales como el «ghosting» o el «ringing» en tus piezas.
- Perfiles de Aluminio: El estándar de la industria son los perfiles de aluminio V-Slot o T-Slot de 2020 o 2040. Estos ofrecen una base robusta y modular que permite añadir accesorios fácilmente.
- Sistemas de Guía Lineal: Aunque las ruedas de policarbonato son económicas, las guías lineales de la serie MGN ofrecen una suavidad de movimiento y una precisión microscópica superiores, reduciendo drásticamente el mantenimiento.
- Correas y Poleas GT2: La transmisión del movimiento debe ser exacta. Es fundamental utilizar correas GT2 reforzadas con fibra de vidrio, ya que no se estiran con el calor y mantienen la precisión dimensional.
Electrónica y Control: El cerebro de la máquina
La electrónica coordina desde el movimiento de los motores hasta la gestión térmica del fusor.
- Placa de Control de 32 bits: En 2026, una placa base de 32 bits como la SKR 3 es indispensable. Estas placas procesan los cálculos complejos necesarios para algoritmos de alta velocidad como el Input Shaping.
- Controladores de Motor Silenciosos: Los drivers TMC2209 son la elección predilecta. No solo hacen que la impresora sea virtualmente silenciosa, sino que permiten el «sensorless homing», eliminando la necesidad de interruptores mecánicos adicionales.
- Fuente de Alimentación Industrial: La seguridad comienza aquí. Una fuente de alimentación de 24V de calidad garantiza una energía estable, protegiendo los componentes electrónicos de picos de tensión.
Sistema de Extrusión: El corazón del proceso
Donde el filamento se convierte en realidad. La elección del extrusor y el hotend definirá qué materiales podrás imprimir.
- Hotend All-Metal: Para imprimir materiales técnicos como Nylon o Policarbonato, necesitas un hotend totalmente metálico capaz de alcanzar y mantener temperaturas de hasta 300°C sin degradarse.
- Extrusor de Doble Engrane: Un extrusor Dual-Drive sujeta el filamento por ambos lados, evitando deslizamientos y garantizando un flujo constante de material, incluso con filamentos flexibles.
Motores paso a paso: Fuerza y precisión
Los motores mueven los ejes con incrementos exactos de rotación.
- Motores Nema 17: Se recomiendan motores Nema 17 con alto torque para los ejes X e Y, y versiones específicas para el eje Z y el extrusor para evitar la pérdida de pasos durante impresiones largas y complejas.
Planificar correctamente esta lista de materiales es el primer paso hacia el éxito. Una vez seleccionados los componentes, el siguiente reto será el ensamblaje mecánico para garantizar que cada ángulo sea perfecto.
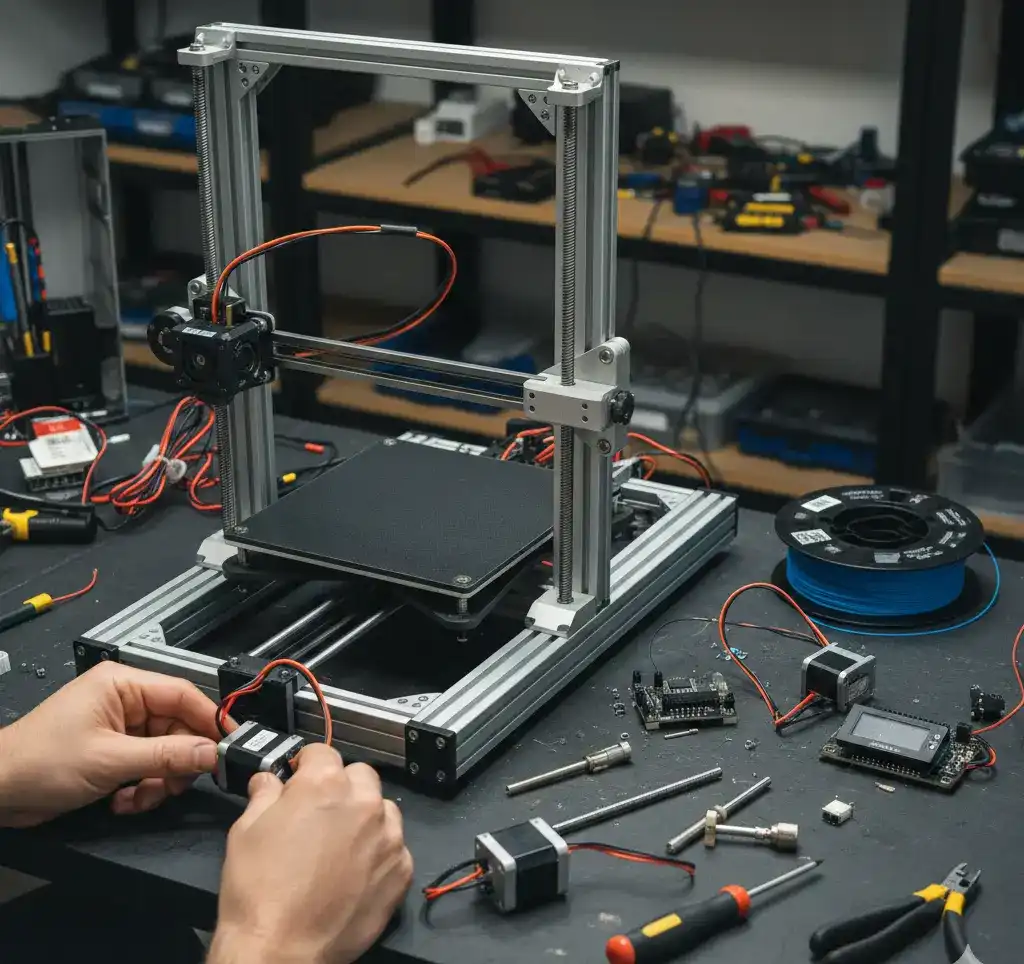
Parte 2: Ensamblaje mecánico y alineación de precisión de la estructura
Con los componentes seleccionados, comienza la fase más crítica para garantizar la calidad de impresión: el montaje mecánico. La integridad estructural del chasis y la fluidez de las partes móviles son los factores determinantes para evitar errores dimensionales. Un error milimétrico en el ensamblaje de la estructura puede amplificarse en cada capa del objeto impreso. En esta sección, nos enfocaremos en la construcción del chasis y el ajuste fino de los ejes para obtener la máxima precisión.
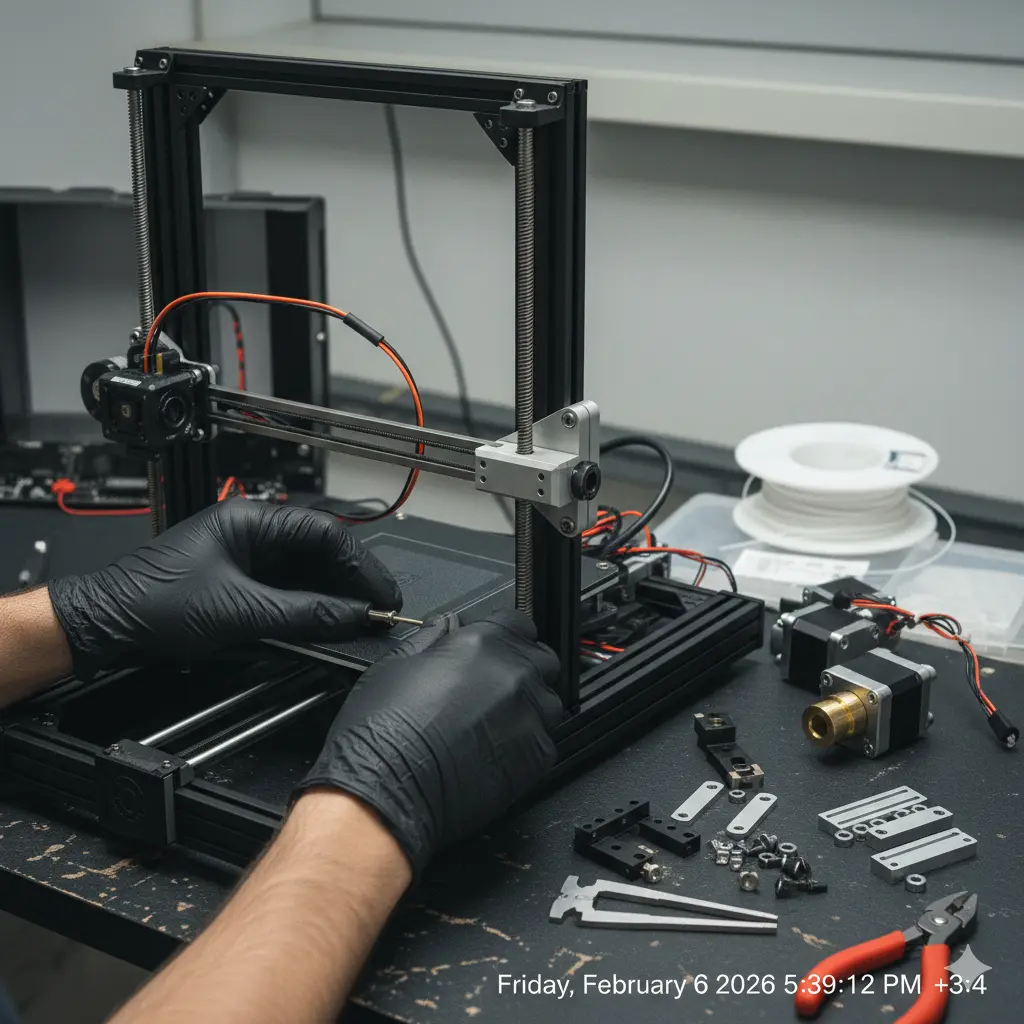
Montaje del chasis y alineación estructural
La construcción comienza con la unión de los perfiles de aluminio. La estabilidad del marco dictará qué tan rápido podrá trabajar la impresora sin que las vibraciones arruinen la superficie de la pieza.
- Atornillado de perfiles: Utilice tornillos de cabeza de hexágono interior y tuercas en T para unir los perfiles. Es altamente recomendable añadir escuadras de refuerzo en las esquinas para aumentar la rigidez torsional y evitar que el marco se deforme bajo tensión.
- Escuadrado de precisión: Este es el punto más crítico del montaje. Debe utilizar una escuadra de precisión de mecánico para asegurar que los ejes X, Y y Z estén absolutamente perpendiculares entre sí. Una desviación de apenas 0.5 grados resultará en piezas impresas que no encajarán correctamente entre sí.
- Nivelación de la base: Asegúrese de montar el marco sobre una superficie totalmente plana. Si la base está torcida, toda la estructura sufrirá tensiones internas que afectarán el movimiento de los carros.
Instalación de sistemas de guía y ejes
Una vez que el marco está sólido, se instalan los sistemas que transportarán el cabezal de impresión y la cama caliente.
- Montaje de guías lineales: Si utiliza guías lineales MGN12H, límpielas primero con alcohol isopropílico y aplique una grasa sintética de alta calidad. Las guías deben estar perfectamente centradas en los perfiles. Utilice útiles de montaje para garantizar que dos guías en el mismo eje estén paralelas entre sí.
- Ajuste de ruedas V-Slot: En caso de que su diseño utilice ruedas, los pernos excéntricos deben ajustarse de modo que las ruedas no tengan holgura pero tampoco queden tan apretadas que frenen el movimiento. Una rueda demasiado apretada generará «puntos planos» que causarán baches en la impresión.
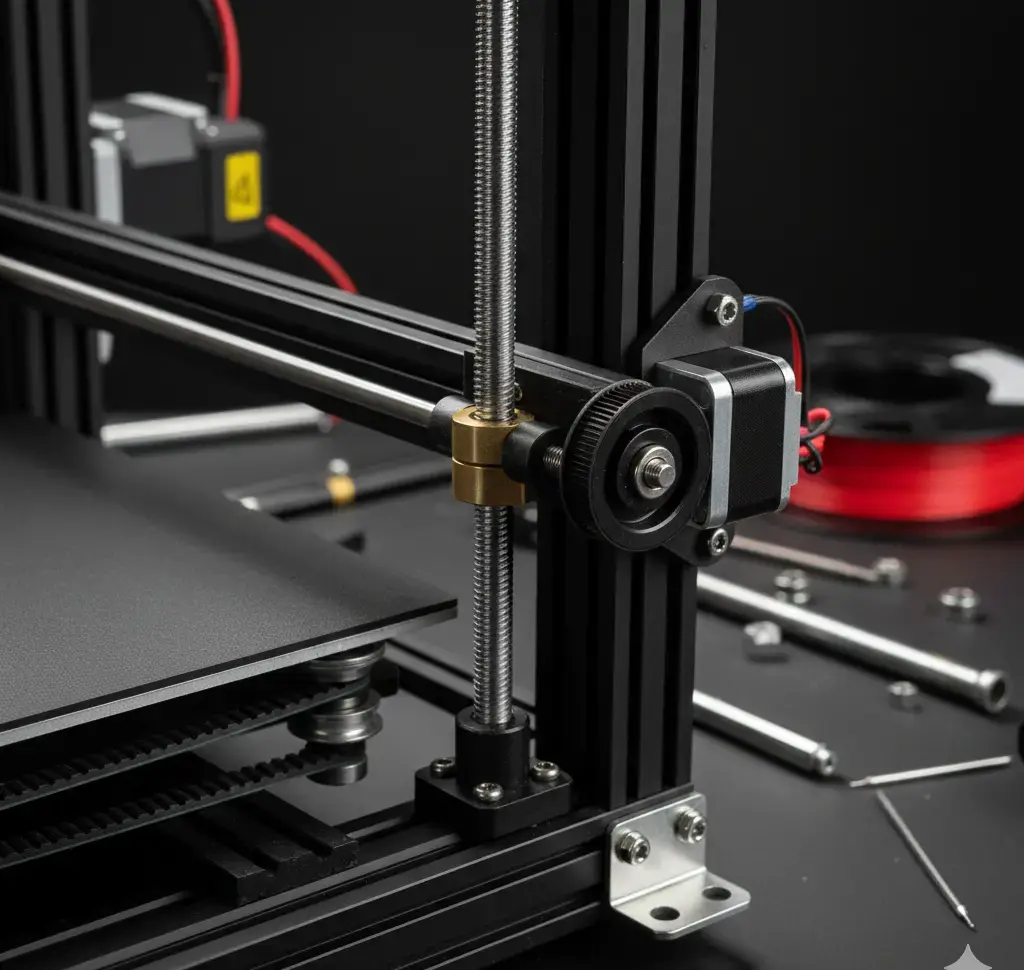
Sistema de transmisión: Correas y eje Z
La transmisión de la fuerza del motor a los ejes requiere un cuidado extremo para evitar el juego mecánico (backlash).
- Tensión de correas GT2: Las correas deben estar lo suficientemente tensas como para emitir una nota grave al pulsarlas, similar a una cuerda de guitarra. Utilice tensores de correa con rodamientos para minimizar la fricción. Una correa floja es la causa principal de círculos que parecen óvalos.
- Varillas roscadas del eje Z: El husillo trapezoidal debe estar totalmente paralelo a las guías verticales. Utilice acopladores flexibles para compensar cualquier mínima desalineación del motor. Esto previene el «Z-Wobble», que se manifiesta como líneas horizontales periódicas en las paredes externas de las impresiones.
Preparación de la cama de impresión
La cama caliente debe moverse libremente en el eje correspondiente (Y en cartesianas o Z en CoreXY). Es vital asegurar que los cables de la resistencia tengan un recorrido libre y seguro. Una brida de alivio de tensión en el punto de conexión de la cama es obligatoria para evitar que los cables se rompan por la fatiga del movimiento constante.

Parte 3: Electrónica, cableado y configuración del Firmware de la impresora 3D
Tras completar el montaje mecánico, entramos en la fase de instalación de la electrónica, el sistema nervioso de su impresora 3D. En esta etapa, se interconectan la potencia de procesamiento de la placa base, la fuerza de los motores paso a paso y la energía térmica de los elementos calefactores. Un cableado preciso y un firmware correctamente configurado son vitales para la seguridad operativa y el rendimiento final de la máquina.
La central de mando: Instalación de la placa base y controladores
La placa de control es el corazón electrónico que coordina todas las señales y asegura la ejecución exacta de los comandos G-Code.
- Posicionamiento de la placa: Instale la placa base de 32 bits en una carcasa bien ventilada. Los componentes electrónicos, especialmente los controladores de motor, generan calor que debe disiparse activamente mediante un ventilador dedicado.
- Inserción de controladores de motor: Si utiliza drivers TMC2209, puede controlar la corriente del motor directamente desde el firmware. Esto permite un funcionamiento extremadamente silencioso y funciones avanzadas como el «StallGuard». Asegúrese de que la orientación de los pines sea la correcta antes de alimentar la placa.
Cableado seguro y prevención de riesgos
Por la cama caliente y el fusor circulan corrientes elevadas. En este punto no debe haber concesiones en cuanto a la calidad de la conexión.
- Suministro de energía (PSU): Conecte la fuente de alimentación de 24V a la placa base. Es fundamental utilizar terminales de puntera (ferrules) en todos los cables que vayan a clemas de tornillo. Esto evita resistencias de contacto que podrían generar calor excesivo y causar un incendio.
- Elementos calefactores y sensores: Conecte el cartucho calentador del hotend y la cama caliente a las salidas MOSFET correspondientes. Los termistores (sensores de temperatura) deben conectarse a las entradas analógicas. Verifique que los cables móviles estén protegidos por cadenas portacables o fundas helicoidales para evitar que se pelen con los bordes metálicos del chasis.
Configuración del Firmware: Programando el cerebro
El hardware necesita instrucciones de software para funcionar. La solución de código abierto más robusta es Marlin.
- Entorno de desarrollo: Utilice Visual Studio Code con la extensión PlatformIO para editar y compilar el código fuente.
- Ajustes en Configuration.h: Defina el tipo de impresora (Cartesiana, CoreXY, etc.). Introduzca los pasos por unidad (Steps per Unit) para cada eje. Estos valores dependen de los dientes de las poleas y del paso de los husillos de la Z.
- Seguridad térmica: Active sin falta la protección contra deriva térmica o «Thermal Runaway Protection». Esta función de seguridad apaga la impresora inmediatamente si el termistor detecta valores anómalos o se desprende del bloque calefactor.
Finales de carrera y sensores de nivelación
Los finales de carrera definen el punto cero mecánico de la impresora. Si utiliza un sensor BLTouch o inductivo para la nivelación automática, el «Z-Offset» debe configurarse con precisión en el firmware. Este valor define la distancia exacta entre el punto de activación del sensor y la punta real de la boquilla.
Parte 4: Calibración final, Slicing y optimización del flujo de trabajo
Con la electrónica configurada y el firmware cargado, su impresora 3D ya es funcional, pero aún no es una herramienta de precisión. En esta etapa final, transformaremos la máquina en un instrumento capaz de producir piezas con tolerancias profesionales. Realizaremos las calibraciones esenciales de hardware, configuraremos el software de laminado (Slicer) y resolveremos las dudas más comunes de los usuarios.
Ajuste fino del hardware: Calibraciones críticas
Antes de ejecutar el primer archivo G-Code, es imperativo validar que los parámetros físicos coincidan con las órdenes del software.
- Calibración de E-Steps: El extrusor debe empujar la cantidad exacta de filamento solicitada. Marque 120 mm de filamento antes de la entrada del extrusor y ordene una extrusión de 100 mm. Mida el sobrante y ajuste los pasos del extrusor (E-Steps) en el firmware para corregir cualquier desviación.
- PID Tuning: Los calentadores no mantienen una temperatura constante de forma natural; oscilan. Para evitar variaciones que causen imperfecciones estéticas, realice un PID Autotune tanto para el fusor como para la cama. Esto garantiza un control térmico ultraestable.
- Nivelación y Z-Offset: Un primer nivel perfecto es la base del éxito. Utilice el «test del papel» en las cuatro esquinas y ajuste el Z-Offset de modo que la boquilla apenas atrape el papel contra la cama, permitiendo que la primera capa se adhiera con la presión justa.
Del modelo 3D al G-Code: Configuración del Slicer
El laminador es el software que traduce sus archivos STL en movimientos para la impresora.
- Perfiles de impresión: Utilice laminadores potentes como Cura o PrusaSlicer. Defina correctamente el diámetro de la boquilla (normalmente 0.4 mm) y el tipo de filamento.
- Ajustes de Retracción: Para evitar los hilos de plástico (stringing), el ajuste de retracción debe ser óptimo. En extrusores directos suele estar entre 0.5 mm y 2 mm, mientras que en sistemas Bowden es significativamente mayor.
- Enfriamiento de capa: Para materiales como el PLA, el ventilador de capa debe estar al 100% a partir de la segunda capa para garantizar que los detalles finos y los voladizos se solidifiquen correctamente.
Preguntas Frecuentes (SSS)
- ¿Cuánto tiempo se tarda en construir una impresora 3D? Con todos los materiales listos, el montaje mecánico suele tomar entre 4 y 6 horas, mientras que el cableado y la configuración del firmware pueden requerir otras 3 o 4 horas adicionales.
- ¿Es más barato construirla que comprarla? En gamas básicas, comprar una es económico, pero al construirla usted mismo puede integrar componentes de alta gama (guías lineales, drivers silenciosos) por un precio mucho menor que el de una impresora comercial de prestaciones similares.
- ¿Qué mantenimiento requiere la impresora? Es recomendable revisar la tensión de las correas cada 50 horas de uso y lubricar las guías o varillas roscadas periódicamente con grasa sintética.


