
Teil 1: 3D-Drucker selber bauen: Umfassende Materialliste und Planung für 2026
Der Bau eines eigenen 3D-Druckers ist ein anspruchsvolles Projekt, das tiefgreifendes Wissen in den Bereichen Mechanik, Elektronik und Software vermittelt. Im Gegensatz zu Fertiggeräten ermöglicht der Eigenbau die Verwendung hochwertiger Industriekomponenten, die eine überlegene Druckqualität und Langlebigkeit garantieren. In diesem ersten Teil konzentrieren wir uns auf die detaillierte Auswahl der Materialien, da die Qualität jeder einzelnen Komponente die Präzision des fertigen Druckers direkt beeinflusst.
Die mechanische Struktur: Stabilität ist alles
Das Fundament eines jeden Hochleistungsdruckers ist ein verwindungssteifer Rahmen. Jede Vibration während des Druckvorgangs führt zu Artefakten wie Ghosting oder Ringing.
- Aluminiumprofile: Für einen stabilen Rahmen sind V-Slot oder T-Slot Aluminiumprofile im Format 2020 oder 2040 unerlässlich. Diese Profile bieten die nötige Steifigkeit und ermöglichen eine modulare Montage.
- Präzisionsführungen: Während Rollen eine kostengünstige Option sind, bieten Linearschienen der MGN-Serie eine deutlich höhere Genauigkeit und geringeren Wartungsaufwand. Sie führen den Druckkopf mikrometergenau über das Druckbett.
- GT2 Riemensystem: Die Kraftübertragung erfolgt über glasfaserverstärkte GT2 Riemen. Diese dehnen sich auch bei hohen Temperaturen nicht aus und sorgen für eine präzise Positionierung der Achsen.
Die Antriebstechnik: Schrittmotoren und Treiber
Um die digitalen Befehle in mechanische Bewegungen umzusetzen, benötigt der Drucker präzise Motoren und intelligente Steuereinheiten.
- Nema 17 Schrittmotoren: Diese Schrittmotoren mit hohem Drehmoment sind der Standard für DIY-Projekte. Besonders für die Z-Achse und den Extruder ist ein hohes Drehmoment wichtig, um Schrittverluste zu vermeiden.
- Smarte Motortreiber: Die Verwendung von TMC2209 Schrittmotortreibern wird dringend empfohlen. Sie ermöglichen nicht nur einen extrem leisen Betrieb, sondern bieten auch die Möglichkeit des sensorlosen Homing, was zusätzliche mechanische Schalter überflüssig macht.
Das Gehirn: Mainboard und Stromversorgung
Die Elektronik koordiniert alle Vorgänge, vom Erhitzen der Düse bis hin zur Bewegung der Achsen.
- 32-Bit Controllerboard: Ein modernes 32-Bit Mainboard wie das SKR 3 ist notwendig, um die komplexen Berechnungen für hohe Druckgeschwindigkeiten und Input Shaper Algorithmen durchzuführen.
- Industrie-Netzteil: Ein zuverlässiges 24V MeanWell Netzteil ist das Herzstück der Sicherheit. Es liefert stabilen Strom ohne Spannungsspitzen, was die Elektronik schützt und die Brandgefahr minimiert.
Extrusionssystem: Wo der Druck entsteht
Das Hotend und der Extruder bestimmen, welche Materialien verarbeitet werden können.
- All-Metal Hotend: Ein All-Metal Hotend wie das Dragonfly oder V6 erlaubt Drucktemperaturen bis zu 300°C. Damit können neben PLA auch technische Materialien wie ABS, PETG oder Nylon verarbeitet werden.
- Dual-Drive Extruder: Ein Dual-Drive Extruder greift das Filament von beiden Seiten, was ein Durchrutschen verhindert und eine gleichmäßige Materialzufuhr garantiert.
Teil 2: Mechanischer Aufbau und Präzisionsmontage des 3D-Druckers
Nach der Beschaffung der hochwertigen Komponenten beginnt die wichtigste Phase: der mechanische Zusammenbau. Die strukturelle Integrität des Rahmens und die Leichtgängigkeit der beweglichen Teile sind die entscheidenden Faktoren für die spätere Druckqualität. Ein mikroskopisch kleiner Fehler bei der Montage des Rahmens kann zu sichtbaren Fehlern im Druckbild führen. In diesem Teil konzentrieren wir uns auf den Aufbau des Chassis und die Justierung der Achsen für maximale Präzision.
Rahmenmontage und strukturelle Ausrichtung
Der Aufbau beginnt mit den Aluminiumprofilen. Die Stabilität des Rahmens bestimmt, wie schnell der Drucker später arbeiten kann, ohne dass Vibrationen die Oberfläche des Objekts ruinieren.
- Verschraubung der Profile: Verwenden Sie hochwertige Innensechskantschrauben und T-Nut-Muttern, um die Profile zu verbinden. Es ist ratsam, zusätzliche Winkelverbinder an den Ecken anzubringen, um die Verwindungssteifigkeit zu erhöhen.
- Präzise Rechtwinkligkeit: Dies ist der kritischste Punkt. Nutzen Sie einen Präzisions-Anschlagwinkel, um sicherzustellen, dass die X-, Y- und Z-Achsen absolut rechtwinklig zueinander stehen. Schon eine Abweichung von 0,5 Grad kann dazu führen, dass gedruckte mechanische Bauteile später nicht zusammenpassen.
- Nivellierung des Untergrunds: Stellen Sie sicher, dass der Rahmen auf einer absolut planen Oberfläche montiert wird, um Spannungen im Material zu vermeiden.
Installation der Linearsysteme und Achsen
Sobald der Rahmen steht, werden die Führungssysteme installiert, die den Druckkopf und das Heizbett tragen.
- Montage der Linearschienen: Wenn Sie MGN12H Linearschienen verwenden, reinigen Sie diese vorab gründlich mit Isopropanol und tragen Sie ein hochwertiges synthetisches Fett auf. Die Schienen müssen absolut mittig auf den Profilen sitzen. Nutzen Sie Montagehilfen, um Parallelität zwischen zwei Schienen auf derselben Achse zu garantieren.
- Einstellung der V-Slot Rollen: Falls Ihr Design auf Rollen basiert, müssen die Exzentermuttern so justiert werden, dass die Rollen spielfrei sitzen, aber nicht klemmen. Zu fest angezogene Rollen führen zu „Flat Spots“ und ungleichmäßigen Bewegungen.
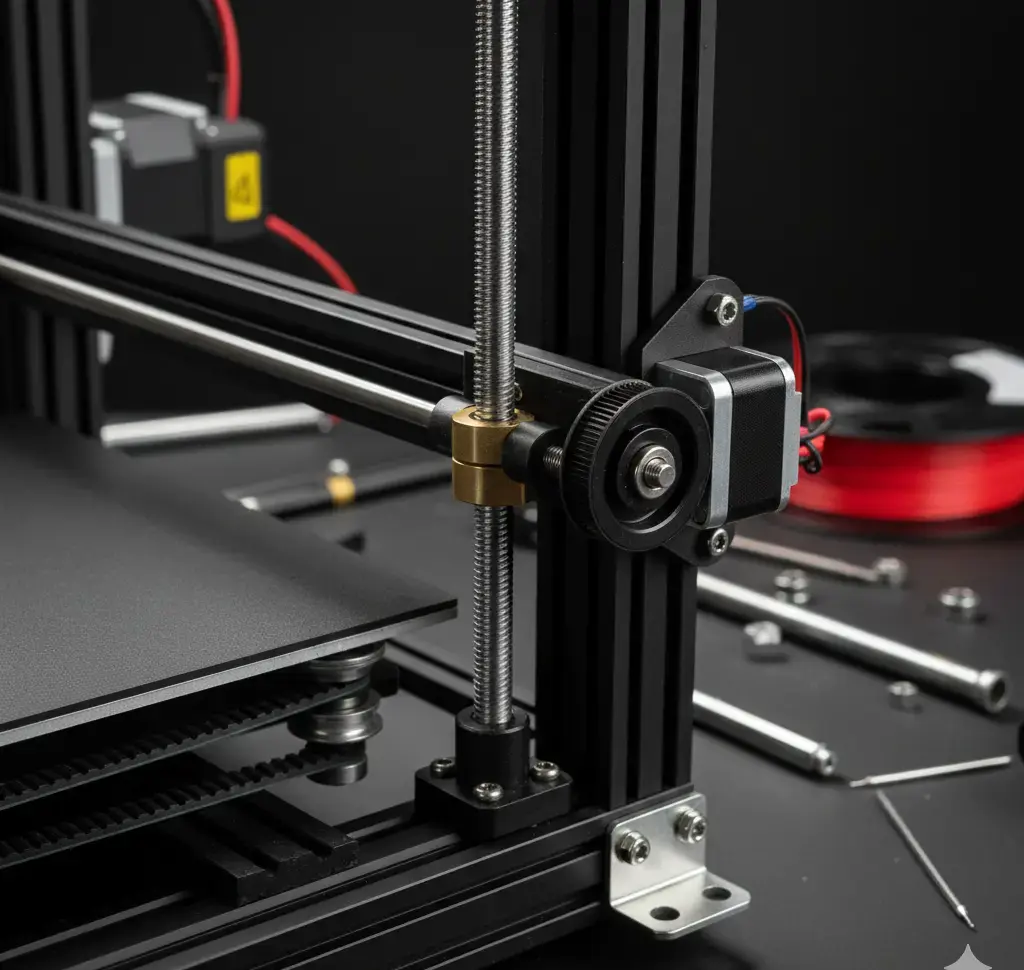
Antriebssystem: Riemen und Z-Achse
Die Übertragung der Motorkraft auf die Achsen erfordert höchste Sorgfalt, um Umkehrspiel (Backlash) zu vermeiden.
- GT2 Riemenspannung: Die Riemen sollten so gespannt sein, dass sie einen tiefen Ton von sich geben, wenn man sie zupft. Verwenden Sie Riemenspanner mit Kugellagern, um Reibung zu minimieren. Ein lockerer Riemen ist die Hauptursache für unrunde Kreise und ungenaue Maße.
- Z-Achsen-Spindel: Die Trapezgewindespindel muss absolut parallel zu den vertikalen Führungen verlaufen. Verwenden Sie flexible Wellenkupplungen, um minimale Fluchtungsfehler des Motors auszugleichen. Dies verhindert den gefürchteten „Z-Wobble“, der sich durch periodische Linien an den Außenwänden der Drucke bemerkbar macht.
Vorbereitung des Druckbetts
Das Druckbett muss sich auf der Y-Achse (bei Bettschubsern) oder Z-Achse (bei CoreXY) völlig frei bewegen können. Achten Sie darauf, dass die Kabel für die Heizung des Betts so verlegt sind, dass sie auch nach tausenden Bewegungen nicht brechen. Eine Zugentlastung an der Anschlussstelle des Betts ist hierbei zwingend erforderlich.
Teil 3: Elektronik, Verkabelung und Firmware-Konfiguration des 3D-Druckers
Nach der mechanischen Fertigstellung folgt die Installation der Elektronik – das Nervensystem Ihres 3D-Druckers. In dieser Phase werden die Rechenleistung des Mainboards, die Kraft der Schrittmotoren und die thermische Energie der Heizelemente miteinander verknüpft. Eine präzise Verkabelung und eine korrekt konfigurierte Firmware sind entscheidend für die Betriebssicherheit und die spätere Performance der Maschine.
Die Zentrale: Installation des Mainboards und der Treiber
Das Herzstück der Elektronik ist das Controller-Board. Es koordiniert alle Signale und sorgt für die exakte Umsetzung der G-Code-Befehle.
- Mainboard-Positionierung: Montieren Sie das 32-Bit-Controllerboard in einem gut belüfteten Gehäuse. Elektronische Komponenten, insbesondere die Schrittmotortreiber, erzeugen Wärme, die aktiv durch einen Gehäuselüfter abgeführt werden muss.
- Schrittmotortreiber einsetzen: Bei Verwendung von TMC2209-Treibern im UART-Modus können Sie den Motorstrom direkt über die Firmware steuern. Dies ermöglicht einen extrem leisen Betrieb und Funktionen wie das sensorlose Homing. Achten Sie penibel auf die korrekte Ausrichtung der Treiber-Pins auf dem Board.
Sichere Verkabelung und Brandschutz
Hohe Stromstärken fließen vor allem zum Heizbett und zum Hotend. Hier darf es keine Kompromisse bei der Qualität geben.
- Stromversorgung (PSU): Verbinden Sie das 24V-Industrie-Netzteil mit dem Mainboard. Verwenden Sie Aderendhülsen für alle Schraubklemmen, um Übergangswiderstände und Kabelbrände zu vermeiden. Ein lockeres Kabel unter hoher Last ist die häufigste Brandursache bei DIY-Druckern.
- Heizelemente und Sensoren: Schließen Sie die Heizpatrone des Hotends ve das Heizbett an die dafür vorgesehenen High-Power-Mosfets an. Die Thermistoren (Temperatursensoren) müssen an die analogen Eingänge angeschlossen werden. Überprüfen Sie die Kabelwege: Bewegliche Kabel müssen in Schleppketten oder Gewebeschläuchen so verlegt werden, dass sie nicht knicken oder an scharfen Kanten scheuern.

Firmware-Konfiguration: Das Gehirn programmieren
Die Hardware benötigt eine Softwareanweisung, um zu funktionieren. Die am weitesten verbreitete Open-Source-Lösung ist die Marlin-Firmware.
- Entwicklungsumgebung: Nutzen Sie Visual Studio Code mit dem PlatformIO-Plugin, um den Quellcode zu bearbeiten und zu kompilieren.
- Anpassung der Configuration.h: Definieren Sie Ihren Druckertyp (z. B. Cartesian oder CoreXY). Geben Sie die Steps per Unit für jede Achse ein. Diese Werte hängen von der Zähnezahl der Pulleys und der Steigung der Z-Spindeln ab.
- Thermale Sicherheit: Aktivieren Sie unbedingt den „Thermal Runaway Protection“. Diese Sicherheitsfunktion schaltet den Drucker sofort ab, wenn der Thermistor unplausible Werte liefert oder sich vom Heizblock löst.
Endstopps und Kalibrierung der Sensoren
Die Endstopps definieren den mechanischen Nullpunkt des Druckers. Wenn Sie einen BLTouch oder einen induktiven Sensor für das Auto-Bed-Leveling verwenden, muss der Z-Offset in der Firmware präzise eingestellt werden. Dieser Wert definiert den exakten Abstand zwischen dem Auslösepunkt des Sensors und der tatsächlichen Düsenspitze.
Teil 4: Kalibrierung, Slicing und Optimierung für den ersten 3D-Druck
Nachdem die Elektronik installiert und die Firmware aufgespielt wurde, befindet sich Ihr 3D-Drucker in einem betriebsbereiten, aber noch ungeschliffenen Zustand. In diesem finalen Teil geht es darum, die Theorie in die Praxis umzusetzen. Wir führen die essenziellen Kalibrierungsschritte durch, konfigurieren die Slicing-Software und sorgen dafür, dass die erste Schicht perfekt auf dem Druckbett haftet.
Feinabstimmung der Hardware: Die Hardware-Kalibrierung
Bevor der erste G-Code ausgeführt wird, müssen die mechanischen und thermischen Parameter des Druckers validiert werden.
- E-Step Kalibrierung: Der Extruder muss exakt die Menge an Filament fördern, die die Software vorgibt. Markieren Sie 120 mm Filament vor dem Extruder-Eingang und lassen Sie 100 mm fördern. Messen Sie den Rest ab. Über die Formel für Extruder E-Steps berechnen Sie den neuen Wert und speichern ihn im EEPROM.
- PID-Tuning für Hotend und Bett: Heizelemente schalten nicht einfach ein und aus, sie pulsieren. Um eine konstante Temperatur ohne Schwankungen zu gewährleisten, führen Sie ein PID-Autotune durch. Dies verhindert Wellenmuster in der Oberflächenstruktur Ihrer Drucke.
- Z-Offset und Bed Leveling: Ein perfekt nivelliertes Bett ist das Fundament jedes erfolgreichen Drucks. Nutzen Sie die „Papier-Methode“ an allen vier Ecken und stellen Sie den Z-Offset so ein, dass die Düse das Papier leicht einklemmt, aber nicht zerreißt.
Vom 3D-Modell zum G-Code: Die Slicer-Konfiguration
Die Slicer-Software übersetzt STL-Dateien in Befehle, die Ihr Drucker versteht.
- Profil-Erstellung: Nutzen Sie leistungsstarke Slicer wie Cura oder PrusaSlicer. Definieren Sie den Düsendurchmesser (meist 0,4 mm) und die Filamentart (PLA, PETG oder ABS).
- Retraction-Einstellungen: Um „Stringing“ (Fadenbildung) zu vermeiden, muss der Rückzug (Retraction) optimal eingestellt sein. Bei Direct-Drive-Extrudern liegt dieser meist zwischen 0,5 mm und 2 mm, bei Bowden-Systemen deutlich höher.
- Kühlung: Für PLA ist eine 100%ige Bauteilkühlung ab der zweiten Schicht erforderlich, während technische Filamente wie ABS oft ohne oder mit minimaler Kühlung gedruckt werden, um Warping (Verzug) zu vermeiden.
Problemlösung und Wartung
Ein selbstgebauter 3D-Drucker ist ein lebendiges Projekt. Regelmäßige Wartung sichert die Druckqualität.
- Riemen und Schrauben: Prüfen Sie nach den ersten 50 Betriebsstunden alle Schraubverbindungen und die Spannung der GT2-Riemen. Durch die initialen Vibrationen können sich Bauteile setzen.
- Düsenverschleiß: Wenn Sie abrasive Filamente wie Carbon oder Glow-in-the-dark nutzen, sollten Sie auf eine gehärtete Stahldüse umsteigen, da Messingdüsen innerhalb weniger Stunden verschleißen.
Der finale Test: Das Benchy
Starten Sie Ihren ersten Druck mit dem klassischen „3DBenchy“. Dieses Modell ist darauf ausgelegt, alle Aspekte Ihres Druckers – von der Kühlung über die Maßhaltigkeit bis hin zum Überhangmanagement – auf die Probe zu stellen. Analysieren Sie das Ergebnis kritisch und justieren Sie bei Bedarf die Slicer-Parameter nach.


