
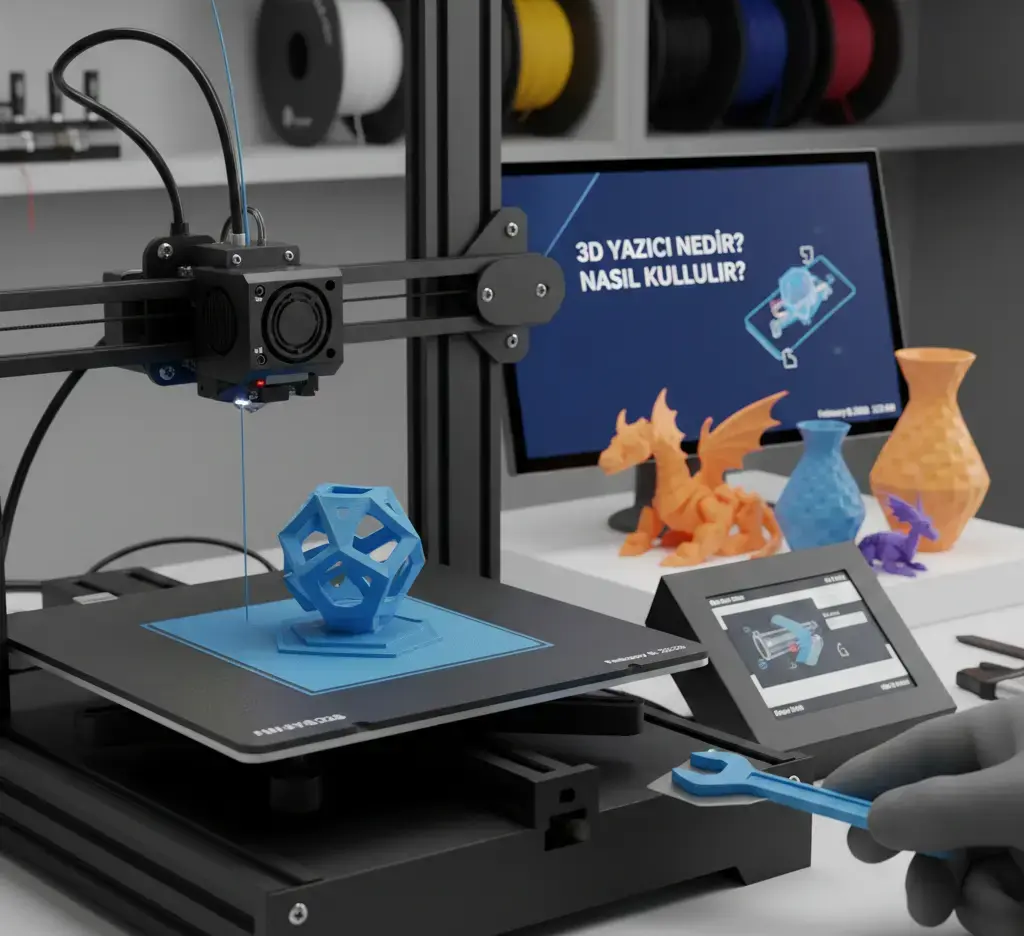
Parte 1: ¿Cómo se usa una impresora 3D? Guía completa para principiantes
En este artículo, respondemos a la pregunta de «cómo se usa una impresora 3d» en todos sus detalles. En 2026, la impresión 3D se ha convertido en una herramienta doméstica común, pero dominarla requiere entender el proceso digital y físico. El camino desde una idea hasta un objeto real siempre sigue un flujo de trabajo de tres pasos: Modelado, Laminado (Slicing) y Impresión.
1. Obtener un modelo 3D (La fase digital)
Todo comienza con un archivo digital, generalmente en formato .STL o .OBJ. Tienes dos opciones:
- Descargar modelos listos: Plataformas como Printables o Thingiverse albergan millones de diseños gratuitos.
- Crear tu propio diseño: Puedes usar software CAD. Tinkercad es ideal para principiantes, mientras que Fusion 360 es el estándar profesional en 2026 para piezas funcionales.
2. El software de laminado (Slicer)
Una impresora 3D no puede «ver» un modelo 3D directamente; necesita instrucciones de movimiento. El software de laminado como Cura o PrusaSlicer traduce el modelo a un lenguaje llamado G-Code, que indica a la impresora qué temperatura usar y por dónde moverse.
3. Preparación del hardware
Antes de pulsar «Start», la impresora debe estar lista físicamente:
- Nivelación de la cama (Bed Leveling): La superficie debe estar perfectamente alineada para que la primera capa se adhiera.
- Carga de filamento: Asegúrate de que el material (PLA, PETG) esté bien colocado.
- Limpieza: Una base limpia con alcohol isopropílico evita que la pieza se suelte a mitad del proceso.
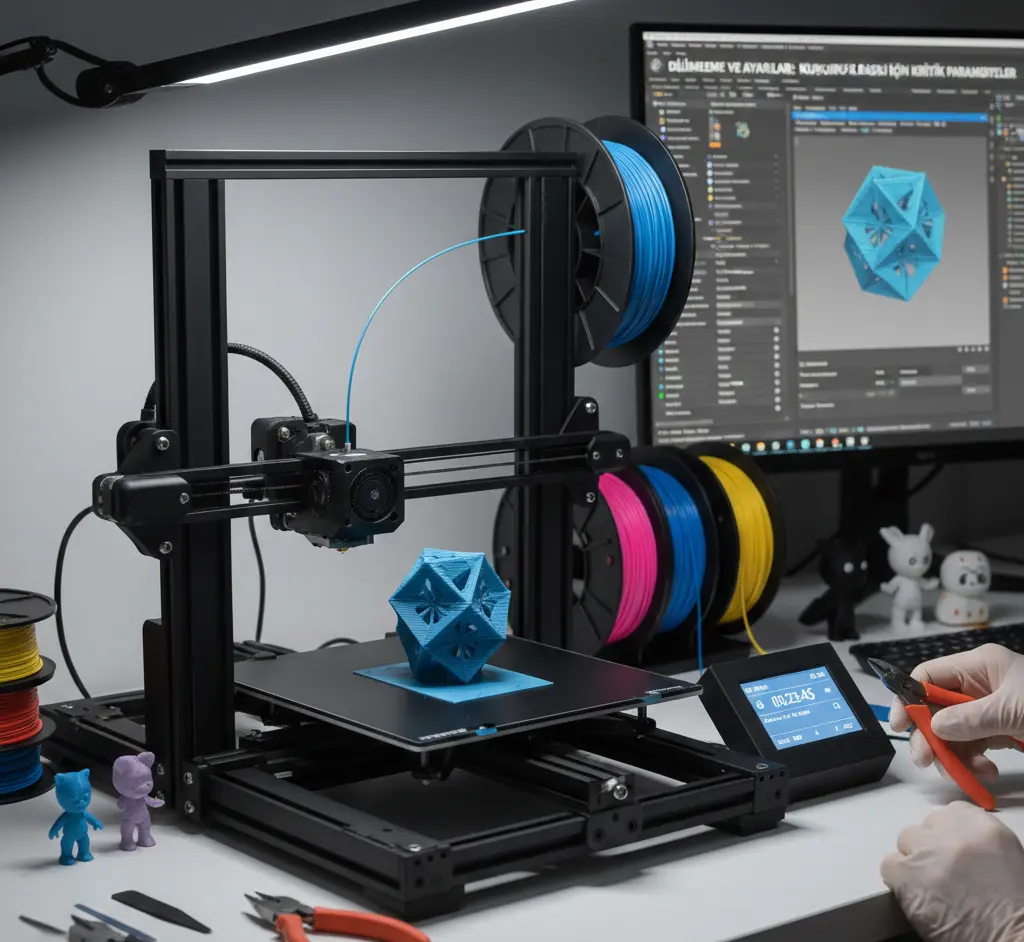
Parte 2: Software de laminado y ajustes críticos: El arte del detalle
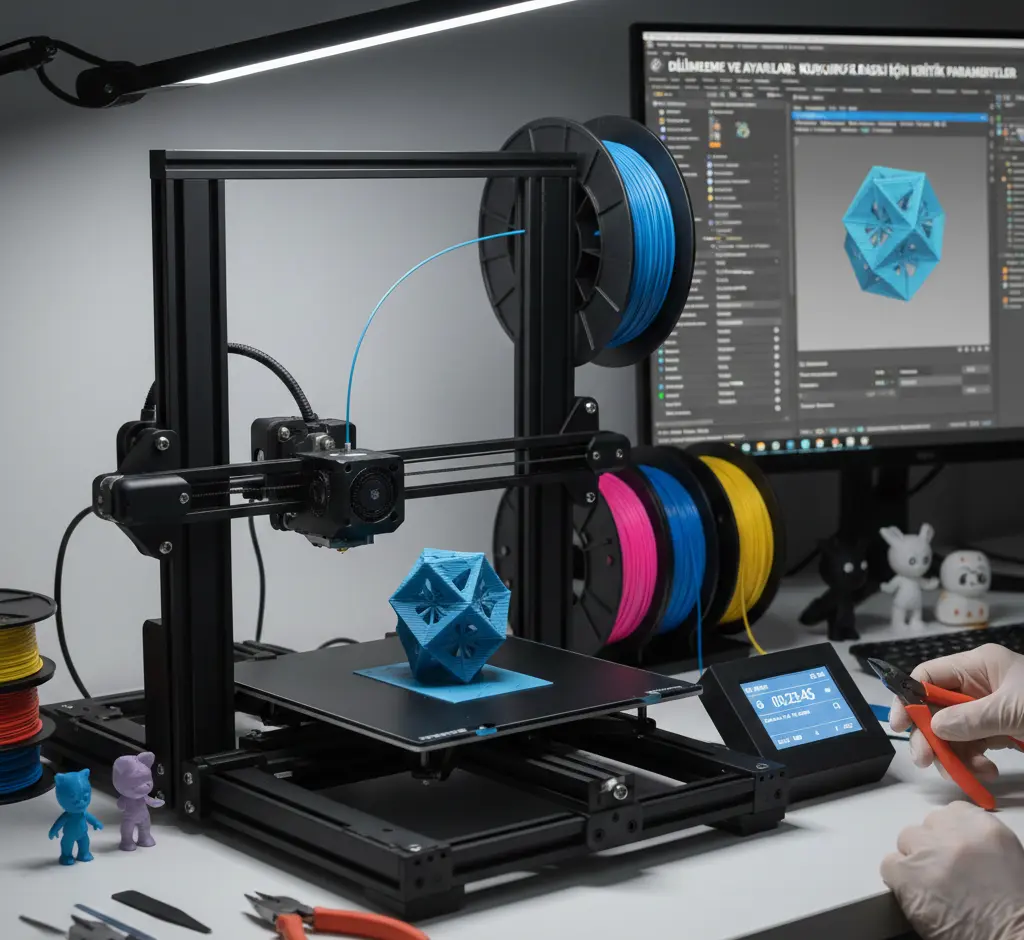
Una vez que tienes tu modelo 3D, la verdadera magia ocurre en el «Laminador» (Slicer). En 2026, aunque programas como Cura, PrusaSlicer o OrcaSlicer son muy intuitivos, entender los parámetros clave es la diferencia entre un desastre y una pieza profesional. Si quieres aprender cómo se usa una impresora 3d con éxito, dominar estos cuatro ajustes es tu prioridad.
1. Altura de capa (Layer Height)
La altura de capa es la «resolución» de tu objeto físico.
- Fina (0.1 mm – 0.12 mm): Ideal para miniaturas y arte detallado. Las capas son casi invisibles, pero el tiempo de impresión aumenta significativamente.
- Estándar (0.2 mm): El punto de equilibrio perfecto para la mayoría de las impresiones. Ofrece un buen acabado y una velocidad razonable.
- Borrador (0.28 mm+): Recomendado para piezas grandes y funcionales donde la estética no es tan importante como la rapidez.
2. Relleno (Infill) y grosor de pared
Una impresión 3D rara vez es sólida. Utiliza patrones internos para ahorrar tiempo y material.
- Porcentaje de relleno: Un 10-15 % es suficiente para objetos decorativos. Para piezas mecánicas que deben soportar peso, elige un 40 % o más.
- Recuento de paredes (Wall Count): Determina el grosor de la «piel» exterior. A menudo, añadir más paredes hace que una pieza sea más resistente que simplemente aumentar el relleno.
3. Temperaturas de impresión
La temperatura es la variable más crítica para que las capas se peguen correctamente.
- Temperatura de boquilla (Nozzle): Si está muy fría, las capas no se adhieren; si está muy caliente, aparecerán hilos (stringing). El PLA suele imprimirse a 200-220 °C, mientras que el PETG requiere entre 230-250 °C.
- Temperatura de la cama: Evita que el plástico se deforme. Una cama caliente (aprox. 60 °C para PLA) asegura que la primera capa se mantenga pegada.
4. Velocidad de impresión
Las impresoras de 2026 son extremadamente rápidas, pero la velocidad es enemiga de los detalles. Un consejo profesional: reduce la velocidad de la «pared exterior». Esto da tiempo al plástico para enfriarse perfectamente y evita vibraciones en la superficie.
Parte 3: Resolución de problemas y mantenimiento: Cómo salvar tus impresiones
Incluso con la configuración perfecta, a veces las leyes de la física nos juegan una mala pasada. En 2026, las impresoras son más inteligentes, pero un «maker» experto debe saber identificar por qué ha fallado una pieza. Para dominar realmente cómo se usa una impresora 3d, debes ser capaz de solucionar estos cuatro problemas típicos.
1. Problemas de adherencia y «Warping» (Deformación)
El warping ocurre cuando las esquinas de la pieza se levantan de la base y se curvan hacia arriba.
- La causa: El plástico se contrae al enfriarse. Si la primera capa no está bien pegada o hay una corriente de aire frío, la tensión tira de las esquinas.
- La solución: Limpia la cama con alcohol isopropílico para eliminar grasas. Usa un «Brim» (borde) en el laminador para aumentar la superficie de contacto y sube 5 grados la temperatura de la cama.
2. Atasco de la boquilla (Clogging)
Si la impresora se mueve pero no sale plástico, o sale muy fino y con huecos, tienes un atasco.
- La causa: Polvo en el filamento, plástico quemado dentro del hotend o cambios entre materiales con distintas temperaturas de fusión.
- La solución: Realiza un «Cold Pull» (tirón en frío). Si el atasco persiste, calienta la boquilla y usa una aguja de limpieza específica para desatascar el conducto.
3. «Stringing» o hilos de plástico
El stringing son esos hilos similares a telarañas que aparecen entre las partes del modelo.
- La causa: El plástico sigue goteando de la boquilla mientras esta se desplaza por el aire.
- La solución: Ajusta la Retracción en tu laminador. Esto hace que la impresora tire del filamento hacia atrás justo antes de moverse, evitando el goteo.
4. Desplazamiento de capa (Layer Shift)
Ocurre cuando la impresora, de repente, sigue imprimiendo unos milímetros más a la derecha o izquierda, creando un efecto de escalón.
- La causa: Normalmente es un problema mecánico: una correa floja o la boquilla ha chocado con una parte levantada de la pieza, haciendo que el motor pierda el paso.
- La solución: Revisa la tensión de las correas; deben estar tensas como una cuerda de guitarra. Asegúrate también de que la impresora esté en una superficie estable y sin vibraciones.
Parte 4: Post-procesado y acabado: Logrando un resultado profesional
Cuando la boquilla se detiene y la pieza está lista sobre la cama, tienes en tus manos una «impresión en bruto». En 2026, aunque la precisión de las máquinas es asombrosa, el post-procesado es lo que diferencia un proyecto de aficionado de un producto comercial. Para completar tu aprendizaje sobre cómo se usa una impresora 3d, debes conocer estas técnicas de acabado.
1. Retirada de soportes
Si tu modelo tenía partes colgantes, habrás impreso «soportes» para sostenerlas.
- La técnica: Utiliza unos alicates de corte lateral o unas pinzas de precisión. En 2026, los «soportes de árbol» (Tree Supports) son la norma, ya que se retiran casi sin dejar marcas y ahorran material.
2. Lijado para superficies suaves
Para eliminar las líneas de capa visibles, el lijado es el método más efectivo.
- Consejo pro: Realiza siempre un «lijado en húmedo». La fricción del lijado en seco puede calentar el plástico y deformarlo. Empieza con una lija de grano 200 y sube hasta 1000 para un acabado suave como el cristal.
3. Imprimación y pintura
El aspecto del plástico puro no siempre es el deseado para una pieza de exposición.
- Imprimación: Usa un «filler primer» específico para plásticos. Rellena los pequeños huecos entre capas y crea la base perfecta para que la pintura se adhiera.
- Pintura: Las pinturas acrílicas son las mejores para el 3D. Los sprays dan uniformidad, mientras que los pinceles finos son ideales para detalles en figuras.
Conclusión: Tu camino como Maker
Dominar una impresora 3D es una mezcla de habilidad digital, conocimiento mecánico y paciencia artística. Cada fallo es una lección y cada éxito es un paso hacia la libertad creativa total. En el mundo de 2026, el único límite para lo que puedes crear es tu propia imaginación.


