
Часть 1: Как собрать 3D-принтер своими руками: Полное руководство по планированию и выбору компонентов 2026
В этой статье мы подробно разберем, как собрать 3д принтер своими руками, чтобы вы могли создать надежный инструмент для 3D-печати в 2026 году.
идеально подходящий под ваши задачи. В отличие от готовых решений, DIY-проекты позволяют интегрировать высококачественные компоненты, которые обычно встречаются только в профессиональном сегменте. В этой первой части мы сосредоточимся на фундаменте любого проекта — подборе комплектующих. Качество выбранных деталей напрямую определяет точность печати, долговечность механики и общую надежность системы.
Механическая структура: Жесткость и стабильность рамы
Рама — это скелет принтера. Любая недостаточная жесткость конструкции приведет к вибрациям, которые проявятся на распечатанных деталях в виде «эха» (ringing) или смещения слоев.
- Алюминиевый профиль: Стандартом для сборки являются алюминиевые профили V-Slot или T-Slot сечением 2020 или 2040. Они обеспечивают высокую жесткость и позволяют легко крепить дополнительные узлы.
- Линейные направляющие: Хотя ролики на подшипниках стоят дешевле, линейные направляющие серии MGN обеспечивают на порядок более высокую точность перемещения и плавность хода, что критически важно для качества поверхности.
- Ремни и шкивы GT2: Для передачи движения необходимо использовать ремни GT2 с армированием стекловолокном. Они практически не растягиваются при нагреве и сохраняют точность позиционирования.
Электроника: Мозги и управление
Электроника координирует работу всех систем: от движения моторов до управления температурой сопла.
- 32-битная плата управления: В 2026 году использование 32-битных контроллеров (например, SKR 3 или Octopus) является обязательным. Они обладают достаточной вычислительной мощностью для работы современных алгоритмов подавления вибраций (Input Shaping).
- Тихие драйверы шаговых двигателей: Драйверы TMC2209 стали золотым стандартом. Они делают работу принтера практически бесшумной и поддерживают функцию бездатчикового поиска дома (sensorless homing).
- Промышленный блок питания: Безопасность начинается здесь. Качественный блок питания 24В (например, MeanWell) гарантирует стабильное напряжение без пульсаций, защищая электронику от перепадов тока.
Система экструзии: Сердце 3D-печати
Здесь филамент плавится и превращается в реальный объект. Выбор экструдера и хотенда определяет диапазон доступных материалов.
- Цельнометаллический хотенд (All-Metal): Если вы планируете печатать инженерными пластиками (Nylon, PC), вам необходим цельнометаллический хотенд, способный стабильно работать при температурах до 300°C.
- Экструдер с двойным приводом (Dual-Drive): Экструдер типа BMG или Titan захватывает филамент с двух сторон, что исключает его проскальзывание и обеспечивает равномерную подачу пластика.
Шаговые двигатели: Мощность и точность
- Двигатели Nema 17: Рекомендуется выбирать шаговые двигатели Nema 17 с высоким крутящим моментом. Это предотвратит пропуск шагов на высоких скоростях печати.
Тщательное планирование и выбор этих компонентов — это 70% успеха всего проекта. Как только база будет сформирована, можно переходить к следующему этапу: механической сборке и юстировке осей.
Часть 2: Механическая сборка и прецизионная юстировка рамы принтера
После приобретения всех необходимых компонентов начинается самый ответственный этап — механическая сборка. Структурная целостность рамы и плавность хода подвижных узлов являются решающими факторами, определяющими качество будущей печати. Малейшая погрешность при монтаже каркаса может привести к геометрическим искажениям, которые невозможно полностью исправить программно. В этой части мы сосредоточимся на возведении шасси и прецизионной настройке осей.
Сборка рамы и структурное выравнивание
Основой любого высокопроизводительного принтера является жесткий каркас. Стабильность рамы определяет, насколько быстро принтер сможет работать без появления вибраций на поверхности печатаемого объекта.
- Соединение профилей: Используйте качественные винты с внутренним шестигранником и Т-образные гайки, чтобы соединить отрезки профиля. Рекомендуется устанавливать дополнительные угловые соединители для повышения жесткости на кручение.
- Контроль перпендикулярности: Это критический момент. Используйте прецизионный угольник, чтобы убедиться, что оси X, Y и Z расположены строго под углом $90^{\circ}$ друг к другу. Даже отклонение в 0,5 градуса приведет к тому, что напечатанные детали не будут стыковаться.
- Выравнивание на плоскости: Собирайте раму на заведомо ровной поверхности (например, на толстом стекле или поверочной плите), чтобы избежать внутренних напряжений и перекосов конструкции.
Установка систем линейного перемещения
Когда каркас жестко зафиксирован, устанавливаются направляющие, которые несут на себе печатную голову и рабочий стол.
- Монтаж линейных направляющих: Если вы используете рельсы MGN12H, обязательно промойте их в изопропиловом спирте и нанесите свежую синтетическую смазку. Направляющие должны быть строго центрированы на профиле. Используйте специальные монтажные блоки, чтобы гарантировать параллельность рельсов на одной оси.
- Настройка роликов V-Slot: Если ваша конструкция основана на роликах, эксцентриковые гайки должны быть отрегулированы так, чтобы ролики сидели плотно, но не подклинивали. Слишком сильно затянутые ролики быстро изнашиваются и создают «ступеньки» при движении.
Приводная система: Ремни и ось Z
Передача момента от двигателя к осям требует максимальной аккуратности для исключения люфтов.
- Натяжение ремней GT2: Ремни должны быть натянуты так, чтобы при нажатии они издавали низкий гул, похожий на струну гитары. Используйте натяжители ремня с подшипниками для минимизации трения. Слабо натянутый ремень — основная причина появления овалов вместо кругов.
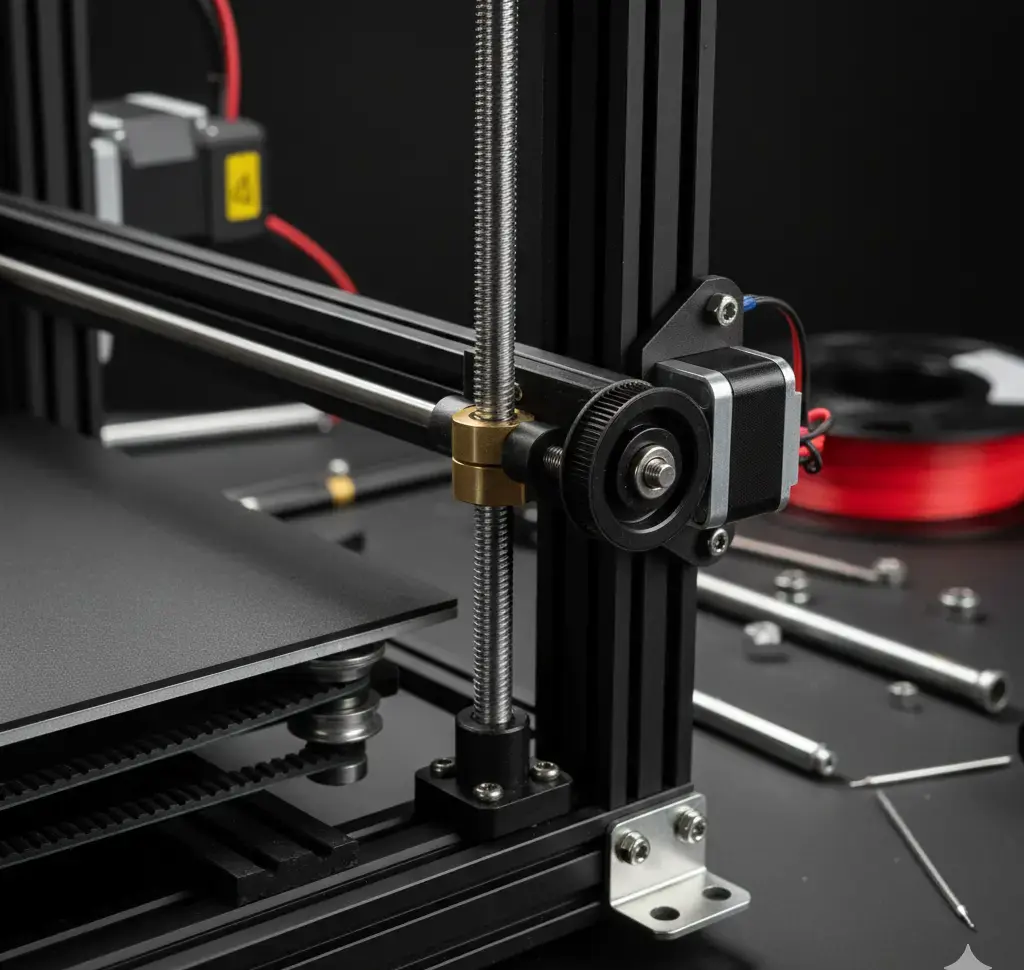
- Винтовая передача оси Z: Ходовой винт должен стоять строго параллельно вертикальным направляющим. Используйте гибкие муфты для компенсации микро-несоосностей вала двигателя и винта. Это предотвращает появление «вобблинга» (Z-Wobble) — периодических полос на стенках моделей.
Подготовка печатной платформы
Рабочий стол должен перемещаться абсолютно свободно. Убедитесь, что кабели нагревательного стола уложены в защитную оплетку и имеют достаточный радиус изгиба. Обязательно установите фиксатор кабеля в месте пайки к столу, чтобы предотвратить обрыв провода из-за постоянных движений по оси Y (или Z).
Часть 3: Электроника, кабель-менеджмент и конфигурация прошивки
После завершения механической сборки наступает этап установки электроники — «нервной системы» вашего 3D-принтера. На этом этапе объединяются вычислительная мощность платы управления, энергия шаговых двигателей и тепловая мощность нагревательных элементов. Грамотный монтаж и правильно настроенное программное обеспечение (прошивка) являются ключевыми факторами эксплуатационной безопасности и стабильной работы устройства.
Центральный узел: Установка платы управления и драйверов
Контроллер является мозговым центром принтера, который преобразует команды G-кода в электрические сигналы.
- Размещение платы: Установите 32-битную плату управления в защитный корпус. Электронные компоненты, особенно драйверы шаговых двигателей, выделяют значительное количество тепла, поэтому наличие активного охлаждения (вентилятора) в корпусе электроники обязательно.
- Установка драйверов шаговых двигателей: При использовании драйверов TMC2209 убедитесь в правильности их ориентации в слотах. Эти драйверы позволяют не только добиться бесшумной работы, но и управлять током моторов программно. Перед включением питания дважды проверьте соответствие пинов драйвера и разъема на плате.
Безопасный монтаж электропроводки и пожарная безопасность
Через нагревательный стол и хотенд проходят токи большой силы, поэтому к качеству соединений предъявляются самые высокие требования.
- Силовые линии (PSU): Подключите блок питания 24В к основной плате. Обязательно используйте обжимные наконечники (НШВИ) для всех проводов, фиксируемых в винтовых клеммах. Плохой контакт в силовых цепях — главная причина оплавления разъемов и возгораний.
- Нагреватели и датчики: Подключите нагревательный элемент хотенда и нагревательный стол к соответствующим клеммам MOSFET. Термисторы (датчики температуры) подключаются к аналоговым входам. Убедитесь, что подвижные провода уложены в кабельные цепи (гибкие кабель-каналы), чтобы исключить их перелом или перетирание об острые края профиля.
Конфигурация прошивки: Программирование логики
Для того чтобы «железо» понимало команды, необходимо скомпилировать и прошить управляющее ПО. Самым популярным решением является Marlin.
- Среда разработки: Используйте Visual Studio Code с расширением PlatformIO, чтобы редактировать и компилировать исходный код прошивки.
- Настройка файла Configuration.h: Укажите тип кинематики (например, Cartesian или CoreXY). Внесите значения Steps per Unit для каждой оси — эти параметры зависят от количества зубьев на шкивах и шага винта оси Z.
- Термическая защита: В обязательном порядке активируйте функцию «Thermal Runaway Protection». Это алгоритм безопасности, который мгновенно отключает питание нагревателей, если датчик температуры выдает некорректные данные или отсоединяется от нагревательного блока.
Концевые выключатели и датчики уровня
Концевики определяют механический ноль принтера. Если вы используете датчик автоуровня (например, BLTouch), необходимо прецизионно настроить параметр «Z-Offset» в прошивке. Это значение определяет точное расстояние от точки срабатывания датчика до кончика сопла.

Часть 4: Финальная калибровка, слайсинг и оптимизация качества печати
После того как электроника подключена и прошивка загружена, ваш 3D-принтер готов к работе, но он еще не является инструментом прецизионной точности. Финальный этап сборки — это превращение набора деталей в отлаженный механизм. В этой заключительной части мы проведем основные калибровки аппаратной части, настроим программное обеспечение для нарезки моделей (слайсер) и разберем наиболее часто возникающие вопросы.
Тонкая настройка аппаратной части: Калибровка
Прежде чем запускать первый файл G-кода, необходимо убедиться, что физические перемещения принтера соответствуют командам программного обеспечения.
- Калибровка экструдера (E-Steps): Экструдер должен подавать ровно столько пластика, сколько запрашивает слайсер. Отмерьте 120 мм филамента до входа в экструдер и подайте команду на выдавливание 100 мм. Измерьте остаток и рассчитайте новые значения шагов экструдера (E-Steps) для сохранения в памяти принтера.
- PID-автонастройка: Нагреватели работают импульсно. Чтобы температура сопла и стола не «плавала», вызывая дефекты слоев, выполните PID-автонастройку (команда M303). Это обеспечит стабильный тепловой режим и повторяемость результатов.
- Выравнивание стола и Z-Offset: Идеальный первый слой — залог успеха. Используйте «тест листком бумаги» во всех углах стола и настройте Z-Offset так, чтобы сопло слегка прижимало бумагу к поверхности, обеспечивая правильную адгезию первого слоя.
Подготовка к печати: Настройка слайсера
Слайсер — это мост между 3D-моделью и вашим принтером.
- Профили печати: Используйте современные слайсеры, такие как Cura, PrusaSlicer или OrcaSlicer. Укажите диаметр сопла (обычно 0.4 мм) и тип используемого пластика (PLA, PETG).
- Настройка ретрактов: Чтобы избежать «паутины» (стрингинга) между деталями, необходимо правильно подобрать параметры отката филамента. Для директ-экструдеров это обычно 0.5–2 мм, для боуден-систем — значительно больше.
- Охлаждение: Для PLA-пластика обдув должен работать на 100% со второго слоя, чтобы мелкие детали и нависающие элементы успевали застывать.
Часто задаваемые вопросы (FAQ)
- Сколько времени занимает сборка 3D-принтера? При наличии всех компонентов механическая сборка занимает 4–6 часов, настройка электроники и прошивки — еще 3–4 часа.
- Почему первый слой не прилипает к столу? Основные причины: плохо обезжиренная поверхность (используйте изопропиловый спирт) или неправильно настроенный зазор между соплом и столом.
- Нужен ли термобокс? Для печати PLA и PETG — нет, но для технических пластиков вроде ABS или Nylon закрытый корпус необходим для предотвращения деформации моделей.


